How is a PCB Manufactured
2018-04-19 | By Maker.io Staff
Courtesy of Bay Area Circuits
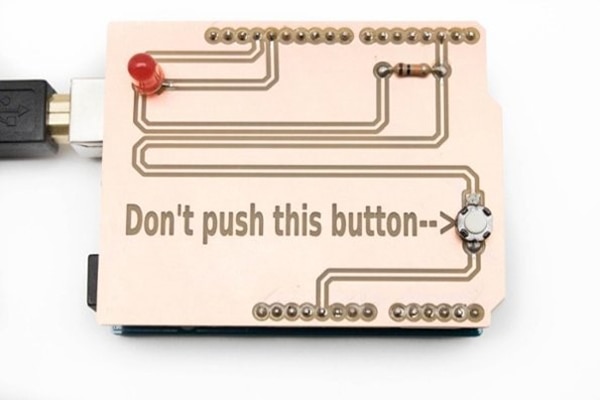
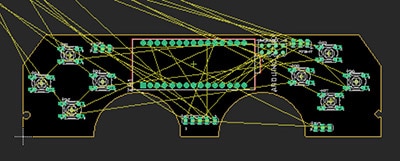
How does a circuit board get made? Maybe you have a rough idea of the steps involved: someone designs a schematic, which is made into a layout for the physical design, which then gets exported into the machine-readable files. Somewhere after this, those files are sent to a printed circuit board (PCB) manufacturer, or the “board house”, who manufactures the boards somehow and then ship them back to the designers. Voila, Circuit Boards! While you can find information on circuit board design easily, we sought to answer the question: what goes on behind the scenes at the PCB manufacturer? Bay Area Circuits, a Silicon Valley PCB manufacturer specializing in quick turn prototype manufacturing, was kind enough to give us an inside look at the process. We’ll describe this process in detail, illustrated with photos tracking the production of circuit boards from Star Simpson’s Forrest Mims-inspired Circuit Classics kit.
Here's a walkthrough:
Background:
The first thing to know about a printed circuit board is how many layers of conductive copper form the “stackup” — 1, 2, or many. Double-sided boards are the most common: these are boards with conductive copper patterns on the front and reverse sides, with interconnections called vias between layers made by conductive plated drill holes called vias that connect one side to another. Multi-layer boards consist of alternating layers of conductive and insulating materials bonded together. Bay Area Circuits can fabricate up to 30-layer PCBs! Multi-layer PCBs are more complex to manufacture (and more expensive) and require additional processes not used in the manufacture of double-sided PCBs. We’ll review the manufacturing processes for both double-sided and multi-layer PCBs.
No matter what the final size of the circuit board is, it is manufactured by making a large array of boards in a single sheet, called a panel. Even if your circuit board is the size of an index card, it will begin production on a sheet of copper-clad material, usually 18” x 24”, and the design will be replicated across this sheet to produce as many boards as possible from it. (This ends up being a critical element for understanding PCB volume pricing: your cost per board is based on the number of panels being produced, not the number of individual pieces you want to order.) That relates to the processes described here because until the very last step when individual boards are cut out of the big sheet, all PCB manufacturing deals with PCBs in that large, panel format.
1. FRONT END ENGINEERING
Step 1. When an order has been placed, the first step at the manufacturer is to go over the PCB designs and prepare them for production. Each manufacturer will have their own approach to this process, but basically this means creating a set of step-by-step instructions to build the PCB. The design files are reviewed and prepared for manufacturing. At Bay Area Circuits, a Planner will also create a set of instructions called a “process card” (or “traveler”) which will travel along with the work as it’s being completed. Additionally, a CAM Engineer will perform the design review and converts design files into the data format used for manufacturing.
To begin the process, each set of design data and associated characteristics is assigned a unique tool number. In the future, if a customer re-orders the exact same design and makes any change, even as insignificant as the color of the PCB, a new tool number is assigned. This helps ensure proper tracking, as some customers re-use the same part number even as revisions are made.
Next, a Planner will create the Process Card which contains information such as the manufacturing steps involved to produce the PCB, the quantity due, and the date due. To do this, they will need to review all information related to the project including any purchase order details, fabrication drawings, and special instructions. Based on this information they will ensure the proper materials are available for the project and will build the Process Card to reflect the production process required. The Process Card also contains a barcode and as the project moves from process to process, the barcode is scanned. This allows them to identify the exact location and status of any project in production and even which operators performed each process.
When Planning is complete, it’s the CAM Engineer’s turn to perform an in-depth data review and create the tooling required to manufacture the PCB. CAM Engineers follow a detailed checklist for each project, and here are the key responsibilities:
Data Clean-Up
The CAM Engineer will load the data into the CAM software and perform basic data clean-up, including checking file names and assignments and alignment of the layers. This is necessary because although data is provided in a standard format (e.g. Gerber, ODB++), each PCB design software package may output data a bit differently.
Drill/Rout Data Verification and Edits
Next, the CAM Engineer will verify that the hole size and counts from the data file match what is specified in the fabrication drawing. (It should be noted that not every designer provides a fabrication drawing. While preferred, this is by no means a show stopper.) They also check for any special routing or cutouts, as well as plated vs. non-plated holes. Depending on the requirements, there could be multiple drill and rout processes which require unique files for each process.
PCB Edits
In this step, the CAM Engineer will run a design rule check (DRC) to review the image files and make any needed changes. This includes adjusting drill sizes, adding BAC markings (logo and date code), editing layers, silkscreen and soldermask as needed, and adding etch compensation. (Etch is the chemical removal of copper to achieve a circuit pattern. The ratio of the depth of etch, or conductor thickness, to the amount of lateral etch, or undercut, must be calculated.)
Panelization
The individual board will be laid out on the production panel based on the best fit, which is provided by the Planning Department. Borders, labels, and tooling are added to the panel. Experienced board designers with flexibility on board dimensions will consider panel size in advance to ensure maximum best fit and limited waste to achieve the best pricing levels.
Outputs
Lastly, the CAM Engineer will generate all the drill files, rout files, image files, automatic optical inspection (“AOI”), and test files necessary to complete the various manufacturing processes. These files will be accessed by operators at each machine in manufacturing by the computer-controlled equipment from networked servers.
2. PHOTO PLOTTING
Now that the engineering work is complete, the next step in the production process is called photo plotting. A laser photoplotter is used to create photo-tools to be used in the soldermask and silkscreen process. A piece of film is plotted for each individual layer. The thickness of the film is 7 mils and the overall size is typically around 18” x 24” to match the most common PCB panel size. Many manufacturers, including Bay Area Circuits, have reduced or eliminated the use of films by using special laser direct imaging (LDI) equipment that images directly onto the Dry Film, which reduces costs and can also be a more accurate process. All internal and outer layers are now produced using laser direct imaging.
3. IMAGING AND DEVELOP/ETCH/STRIP (DES)
The imaging process is used to apply the primary image (traces, pads, metal ground, etc.) onto the PCB. Then, the DES process is used to create/prepare the copper pattern for the plating process.
The steps to image and DES are:
- Apply Dry Film that is photo imageable to the copper panels.
- Image the panels using laser direct imaging.
- Develop the dry film. All areas exposed by the laser will remain while the unexposed areas will develop off. The remaining film will act as an etch barrier to prevent the conductive pattern from being etched, while exposing any unwanted copper (this is for inner layers).
- Etch off the exposed copper from the panel.
- Strip the remaining dry film so the final conductive copper pattern is left for the inner layers.
4. AUTOMATED OPTICAL INSPECTION (Multi-Layer PCB Only)
Automated Optical Inspection, or AOI, is used to inspect the layers of a multi-layer PCB prior to laminating the layers together. The optics inspect the layers by comparing the actual image on the panel to the PCB design data. Any differences, with extra copper or missing copper could result in shorts or opens. This allows the manufacturer to catch any defects that could prevent problems once the inner layers are laminated together. As you might imagine, it’s much easier to correct a short or open found at this stage, opposed to once the layers have been laminated together. In fact, if an open or short is not discovered at this stage it probably won’t be discovered until the end of the manufacturing process, during electrical testing, when it’s too late to correct.
The most common events that occur during the layer image process that result in a short or open related issue are:
- Image is exposed incorrectly, causing either increase/decrease in the size of features.
- Poor dry film resist adhesion which can cause nicks, cuts, or pinholes in the etched pattern.
- Copper is under-etched, leaving unwanted copper or causing growth in feature size or shorts.
- Copper is over-etched, removing copper features that are necessary, creating reduced feature sizes or cuts.
Ultimately, AOI is an important part of the manufacturing process that helps ensure accuracy, quality, and on-time delivery of a PCB.
5. OXIDE (Multi-Layer PCB Only)
Oxide (called Black Oxide, or Brown Oxide depending on the process), is a chemical treatment to inner layers of multi-layer PCBs prior to lamination, for increasing the roughness of clad copper to improve laminate bond strength. This process helps prevent delamination, or, separation between any of the layers of a base material or between the laminate and the conductive foil, once the manufacturing process is complete.
6. LAMINATION (Multi-Layer PCB Only)
To produce a multi-layer PCB, alternating layers of epoxy-infused fiberglass sheet called prepreg and conductive core materials are laminated together under high temperature and pressure using a hydraulic press. The pressure and heat causes the prepreg to melt and join the layers together. After cooling, the resulting material follows the same manufacturing processes as a double-sided PCB. Here’s more detail on the lamination process using a 4-layer PCB as an example:
For a 4-layer PCB with a finished thickness of 0.062”, we will typically start with a copper clad FR4 core material that is 0.040” thick. The core has already been processed through inner layer imaging, but now require the prepreg and outer copper layers. The prepreg is called “B stage” fiberglass. It is not rigid until heat and pressure are applied to it. Thus, allowing it to flow and bond the copper layers together as it cures. The copper is a very thin foil, typically 0.5 oz. (0.0007 in.) or 1 oz. (0.0014 in.) thick, that is added to the outside of the prepreg. The stackup is then placed between two thick steel plates and placed into the lamination press (the press cycle varies per a variety of factors including material type and thickness). As an example, 170Tg FR4 material typically used for many parts, presses at 375°F for 150 minutes at 300 PSI. After cooling, the material is ready to move on to the next process.
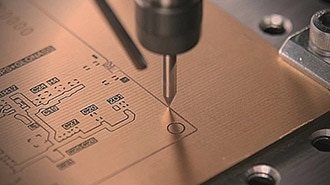
7. DRILLING
PCB designs typically require some number of drilled holes to be used for attaching components, linking copper layers together, or for mounting the PCB in its housing.
Holes are drilled using advanced precision drilling systems that utilize solid carbide cutting tools designed specifically for the fast removal of chips in extremely abrasive materials. Drilling is done through a stack of usually 2-3 panels at a time, depending on the volume being processed. The exact hole sizes and locations are programmed into the drill machine based on the designer’s submitted data, specifically, the numerically controlled (NC) drill file. (Tip: Beginning designers often forget to send the NC drill file — omitting this causes manufacturing delays.) Some software packages require you to export this file separately from your Gerber file export, but both are needed by your manufacturer.
A thin sheet of aluminum material is used as “entry material” and hard cardboard is used as “exit material”. This keeps the drill bits running straight and reduces burrs in the copper foil as it comes through the PCB. Drilled hole sizes are typically around 5 mils larger than the desired finished plated through-hole size to allow for copper to be plated into the hole, while also keeping the hole size within tolerance after plating.
8. ELECTROLESS COPPER DEPOSITION
After the drilling process is complete, a thin coating of copper is chemically deposited on all the exposed surfaces of the panel, including the hole walls, using an electroless plating process. This process is required to deposit a thin conductive coating of copper to the fiberglass of the hole wall so that the holes can be subsequently electroplated. The thickness of the electroless deposit is typically between 45 and 60 millionths of an inch.
9. DRY FILM OUTER-LAYER
After electroless copper deposition the outer layer images must be applied to prepare the panel for electroplate.
This step in the manufacturing process begins by using a laminator machine to coat the outer layers of the bare copper panel with dry film, a photo imageable material (also known as photoresist or dry film resist). This process is like the one used to image the inner layers of a multi-layer PCB. The dry film is then exposed using laser direct imaging. As with inner layer processing, exposed film remains while unexposed film will be developed off. This leaves the conductive pattern and the holes exposed to be plated with copper.
10. PLATE
The next step is an electroplating process, in which copper is plated onto the conductive pattern and on the hole walls of the PCB to meet the design requirements for the circuitry. The PCB is plated in a copper plating bath (an electrolyte of sulfuric acid/copper sulfate) that utilizes a DC power supply to apply current to anode and cathode bars. The panel to be plated is placed on a rack and connected to the cathode bar. Copper anodes hang in the solution from anode bars. As current is applied, copper from the solution is deposited onto the conductive surface of the board and onto the hole walls while copper from the anodes is broken down into the electrolyte. Typically, the PCB will be plated with a thickness of around 1 mil (0.001”).
After the copper plating is complete the panel will be plated in a tin plating bath to deposit a thin coating of tin which will serve as an etch barrier when the PCB is etched.
11. STRIP AND ETCH
Once the plating is complete on the panel, the dry film resist that remains and the copper that lies beneath needs to be removed. The panel will now go through the strip-etch-strip (SES) process. The panel is stripped of the resist and the copper that is now exposed and not covered by tin will be etched away so that only the traces and the pads around the holes and other copper patterns will remain. Finally, the remaining tin that is covering the traces and holes is chemically removed/stripped, leaving behind the copper and the exposed laminate of the PCB.

At this point, the "bones" of the PCB are complete. The remaining steps to follow will add protection to the PCB, a surface finish selected based on how the PCB will be assembled/used, and testing and inspection processes to ensure accuracy and quality levels are achieved.
12. SOLDER MASK & LEGEND
Most PCBs have a Liquid Photo Imageable (LPI) Solder Mask applied to protect the copper surface and prevent solder bridging between components, which creates electrical shorts during assembly.
LPI Solder Mask is a photo-sensitive epoxy-based resist. It is applied by utilizing a screen printing process to completely cover the panel. After a short “tack cure cycle”, the panel is exposed to a UV light source by using either photolithography (exposure through a film tool) or laser direct imaging which uses a UV laser. Just like the image process for the copper, all exposed soldermask remains while unexposed soldermask will be removed when processed through the developer. The solder mask is then baked in an oven to cure, harden, and adhere to the board.
There are alternatives to the traditional screen printing process to apply solder mask emerging that utilize inkjet technology. At Bay Area Circuits, they’ve been experimenting with one alternative.
After the solder mask process the legend can be applied, which prints letters or symbols on the PCB which act as a useful reference during assembly. Legend can be applied using a screen printing process identical to the process used to apply soldermask, but other options also exist such as Direct Legend Printers which also utilize ink-jet technology.
Most times, the color of the soldermask is green and the color of the legend is white. Why? Some speculate that the green color has military-related origins while others believe it simply provides the best background color for contrast against the white legend. Whatever the case, the color of the soldermask doesn’t have anything to do with function (unless the PCB is used in an LED application which many times requires a highly reflective white soldermask). However, some designers do utilize colors to visually distinguish between revisions (example: prototype PCBs = red, production PCBs = green). Most PCB manufacturers will offer some number of standard colors to choose from; green, blue, red, yellow, black, and white are most common. But what about custom colors, like the unique blue utilized in the Circuit Classics project? Custom colors cannot be purchased by a manufacturer from a supplier; instead the manufacturer needs to mix standard colors together to achieve the desired outcome. There can be a fair amount of labor and material involved to achieve a custom color, so not many manufacturers offer this service. At Bay Area Circuits, they’ve seen an increase in demand for custom colors, as PCB aesthetics seem to matter today more than ever. For the Circuit Classics project, many color samples were created and a color palette was provided to the customer for selection. Once the color has been selected, the formula is archived to ensure consistency with future production runs. But beware, while custom colors aren’t necessarily more expensive, there may be applicable setup and minimum lot charges.




13. SURFACE FINISH
The final chemical process used to manufacture a PCB is applying the surface finish. While the soldermask covers most the circuitry, the surface finish is designed to prevent oxidation of the remaining exposed copper. This is important because oxidized copper cannot be soldered. There are many different surface finishes that can be applied to a circuit board. The most common is Hot Air Solder Level (HASL), which is offered as both leaded and lead-free. But depending on the PCB’s specifications, application, or assembly process, suitable surface finishes may include Electroless Nickel Immersion Gold (ENIG), Soft Gold, Hard Gold, Immersion Silver, Immersion Tin, Organic Solderability Preservative (OSP), and others.

The application of each surface finish may vary slightly in process, but involves dipping the panel into a chemical bath to coat any exposed copper with the desired finish.
14. ELECTRICAL TEST
At this point, the PCB is complete in a large panel format. But before the individual PCBs are routed from the panel, an electrical test will be performed using a flying probe tester. The boards are tested to a net list, either supplied by the customer with their data files or created from the customer data files by the PCB manufacturer. The tester uses multiple moving arms, or probes, to contact spots on the copper circuitry and send an electrical signal between them. Any shorts or opens will be identified, enabling the operator to either make a repair or discard the PCB as defective. Depending on the complexity of the design and number of test points, an electrical test may take anywhere from a few seconds to multiple hours to complete.


Also, depending on various factors such as complexity of the design, layer count, and component risk factor, some customers choose to forgo electrical testing to save some time and cost. This may be OK for simple double-sided PCBs where not many things can go wrong, but we always recommend electrical test on multi-layer designs regardless of complexity. (Tip: Providing your manufacturer with a “netlist” in addition to your design files and fabrication notes is one way to prevent unexpected errors from occurring.)
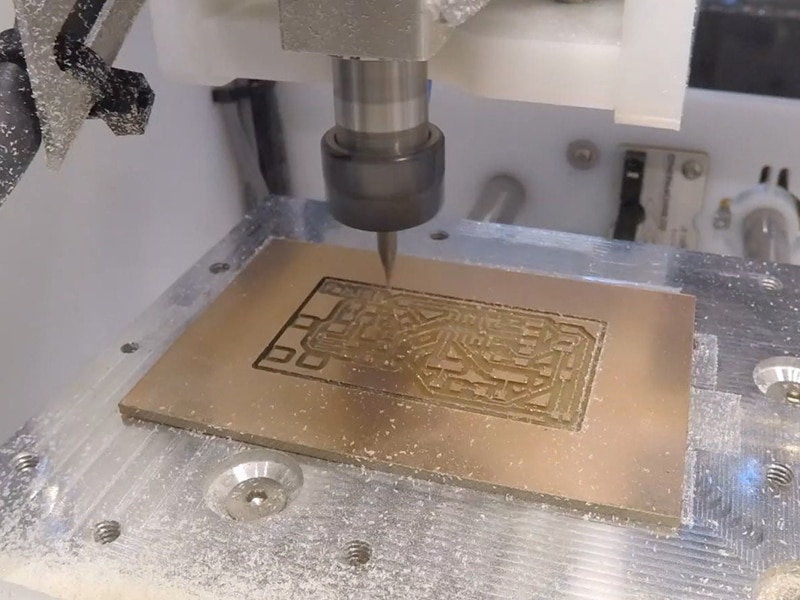
15. FABRICATION
Once a PCB panel has completed electrical testing, the individual boards are ready to be separated from the panel. This process is performed by a CNC machine, or Router, that routes each board out of the panel to the desired shape and size required. The router bits typically utilized are 0.030 - 0.093 in size and to speed the process, multiple panels can be stacked two or three high depending on the overall thickness of each. During this process, the CNC machine is also able to fabricate slots, chamfers, and beveled edges using a variety of different router bit sizes.


Instead of routing individual small boards, the PCBs may be routed as arrays containing multiple boards with tabs or score lines. This allows for easier assembly of multiple boards at the same time while enabling the assembler to break apart the individual boards when assembly is complete.
Lastly, the boards will be checked for cleanliness, sharp edges, burrs, etc., and cleaned up as needed.
16. MICROSECTIONING
Microsectioning (also known as cross-section) is an optional step in the PCB manufacturing process but is a valuable tool used to validate the internal construction of a PCB for both verification and failure analysis purposes. To create a specimen for the microscopic examination of the material, a cross-section of the PCB is cut and placed into a soft acrylic that hardens around it in the shape of a hockey puck. The section is then polished and viewed under a microscope. A detailed inspection can be done checking numerous details such as plating thicknesses, drill quality, and quality of internal interconnects.
17. FINAL INSPECTION
Now that the PCBs have proven to be electrically sound and have been individually routed, the last step is to complete an inspection process, performed to ensure that the PCBs meet both visual and performance standards. An inspector will begin by reviewing all documentation associated with the project, including the process card that describes each manufacturing process performed, and any customer-provided documentation such as a fabrication drawing. The inspector will then evaluate the PCBs to ensure they meet both the customer’s requirements and the standards outlined in the industry’s guiding documents:
IPC-A-600 – Acceptability of Printed Boards, which defines an industry-wide quality standard for acceptance of PCBs.
IPC-6012 – Qualification and Performance Specification for Rigid Boards, which establishes the types of rigid boards and describes the requirements to meet during fabrication for three performance classes of boards – Class 1, 2 & 3.
- A Class 1 PCB would have a limited life and where the requirement is simply the function of the end use product (ex. garage door opener).
- A Class 2 PCB would be one where continued performance, extended life, and uninterrupted service is desired but not critical (ex. a PC motherboard).
- A Class 3 PCB would include end use where continued high performance or performance on demand is critical, failure cannot be tolerated, and the product must function when required (ex. flight control or defense systems).


In general, the difference between the classes is achieved by requiring tighter tolerances and controls that result in a more reliable product. And as you might guess, the higher the class, the more expensive the PCB. At Bay Area Circuits, they manufacture all PCBs to a Class 2 standard, unless a Class 3 standard is otherwise specified.
Regardless of the class specified, hole sizes are checked with pin gauges, the soldermask and legend are visually examined for overall appearance, the soldermask is checked to see if there is any encroachment on the pads, and the quality and coverage of the surface finish is examined.
It’s important that designers become familiar with the IPC Inspection Guidelines and how they relate to the PCB design, ordering and manufacturing process. Not all PCBs are created equal and understanding these guidelines will help ensure that the product produced meets your expectations for both aesthetics and performance.
If you made it this far, you should have a much better idea of the processes and effort involved to manufacture a printed circuit board. If you’d like to learn more, I’d encourage you to take advantage of the wealth of information, resources, and tools found online. And if you’re an aspiring or experienced PCB designer, get out and visit your local PCB manufacturer. Taking the time to tour a facility and learn more about the process will surely make you a better designer!